Ryðfrítt stál er að finna alls staðar í lífinu og það eru alls konar gerðir sem eru kjánalegar að greina á milli. Í dag ætla ég að deila með ykkur grein til að skýra þekkingarpunktana hér.

Ryðfrítt stál er skammstöfun fyrir sýruþolið stál, loft-, gufu-, vatns- og annarra veikburða tærandi miðla eða ryðfrítt stál er þekkt sem ryðfrítt stál; og er ónæmt fyrir efnafræðilegum tærandi miðlum (sýrum, basum, söltum og öðrum efnafræðilegum gegndreypingum) og tæring stálsins er kallað sýruþolið stál.
Ryðfrítt stál vísar til lofts, gufu, vatns og annarra veikburða tærandi miðla og sýru, basa, salts og annarra efnafræðilegra tærandi miðla sem valda tæringu á stáli, einnig þekkt sem sýruþolið ryðfrítt stál. Í reynd er veikburða tærandi stál oft kallað ryðfrítt stál og efnafræðilega tærandi stál kallað sýruþolið stál. Vegna mismunandi efnasamsetningar þessara tveggja stáltegunda er það fyrra ekki endilega ónæmt fyrir tæringu efnafræðilegra miðla, en það síðara er almennt úr ryðfríu stáli. Tæringarþol ryðfrítts stáls fer eftir álfelgunum sem stálið inniheldur.
Algeng flokkun
Samkvæmt málmvinnslustofnun
Almennt, samkvæmt málmvinnslufyrirkomulagi, eru algeng ryðfrí stál flokkuð í þrjá flokka: austenískt ryðfrítt stál, ferrískt ryðfrítt stál og martensískt ryðfrítt stál. Á grundvelli grunnmálmvinnslufyrirkomulags þessara þriggja flokka eru tvíhliða stál, úrfellingarhert ryðfrítt stál og háblönduð stál sem inniheldur minna en 50% járn framleidd fyrir sérstakar þarfir og tilgang.
1. Austenítískt ryðfrítt stál
Ástenítísk skipulag (CY-fasi) hefur að mestu leyti ósegulmagnað efni sem styrkist aðallega með köldvinnslu (og getur leitt til ákveðins segulmagnaðs stigs) í ryðfríu stáli. Bandaríska járn- og stálstofnunin hefur notað tölulegar merkingar í 200 og 300 seríum, svo sem 304.
2. Ferrítískt ryðfrítt stál
Ferrítbyggingin (fasa) er ríkjandi, segulmagnað og yfirleitt ekki hitaherðanleg, en hægt er að styrkja ryðfrítt stál örlítið með köldu vinnslu. Samkvæmt 430 og 446 er járn- og stálstofnun Bandaríkjanna notuð.
3. Martensítískt ryðfrítt stál
Fylkið er martensítískt (miðjulegt rúmmetra eða rúmmetra), segulmagnað og getur aðlagað vélræna eiginleika ryðfríu stáli með hitameðferð. American Iron and Steel Institute er merkt með tölunum 410, 420 og 440. Martensít hefur austeníska skipulagningu við hátt hitastig, sem getur umbreyst í martensít (þ.e. hert) þegar það er kælt niður í stofuhita á viðeigandi hraða.
4. Austenítískt ferrít (tvíþætt) ryðfrítt stál
Fylkið hefur bæði austenítísk og ferrítísk tvífasa skipulag, þar sem innihald minni fasafylkisins er almennt meira en 15%, segulmagnað og hægt er að styrkja það með köldvinnslu. 329 er dæmigert tvíþætt ryðfrítt stál. Í samanburði við austenítískt ryðfrítt stál hefur tvíþætt stál mikinn styrk, viðnám gegn millikorna tæringu, klóríðspennutæringu og gryfjutæringu er verulega bætt.
5. Úrkomuherðandi ryðfrítt stál
Fylkið er austenítískt eða martensítískt og hægt er að herða það með úrfellingarherðingu til að gera það að hertu ryðfríu stáli. American Iron and Steel Institute notar 600 seríur af stafrænum merkimiðum, svo sem 630, það er 17-4PH.
Almennt séð, auk málmblöndu, er tæringarþol austenítísks ryðfrís stáls betri, í minna tærandi umhverfi er hægt að nota ferrítískt ryðfrítt stál, og í vægu tærandi umhverfi, ef efnið þarf að hafa mikinn styrk eða mikla hörku, er hægt að nota martensítískt ryðfrítt stál og úrkomuhert ryðfrítt stál.
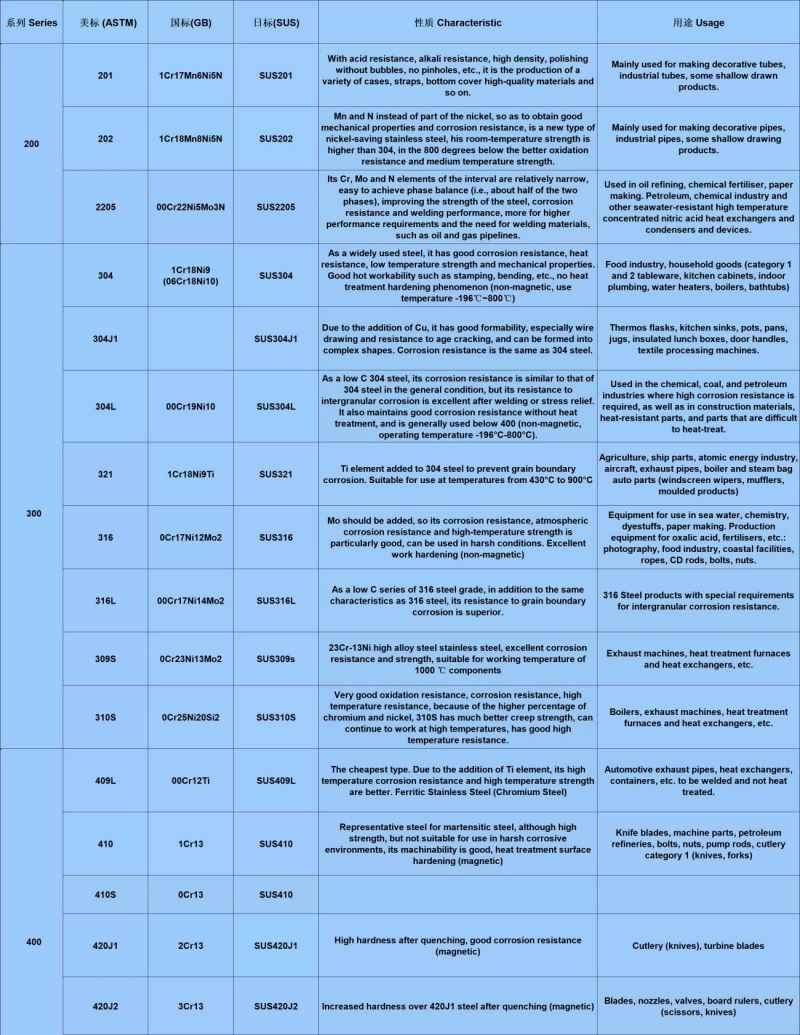
Einkenni og notkun
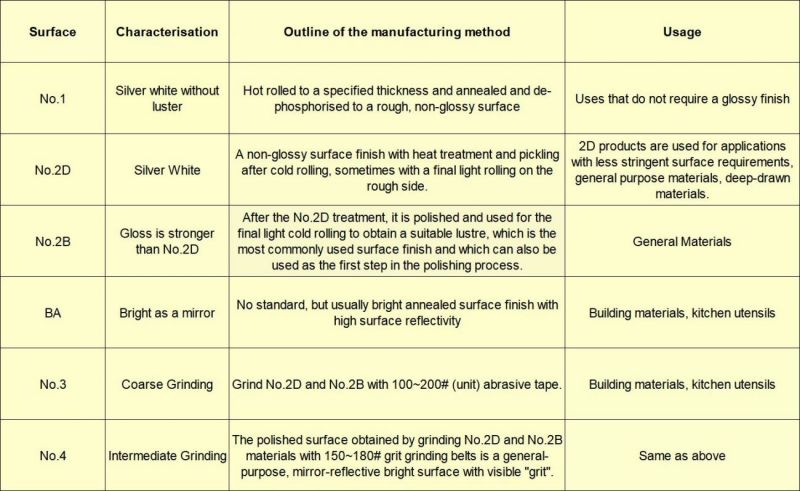
Yfirborðsferli
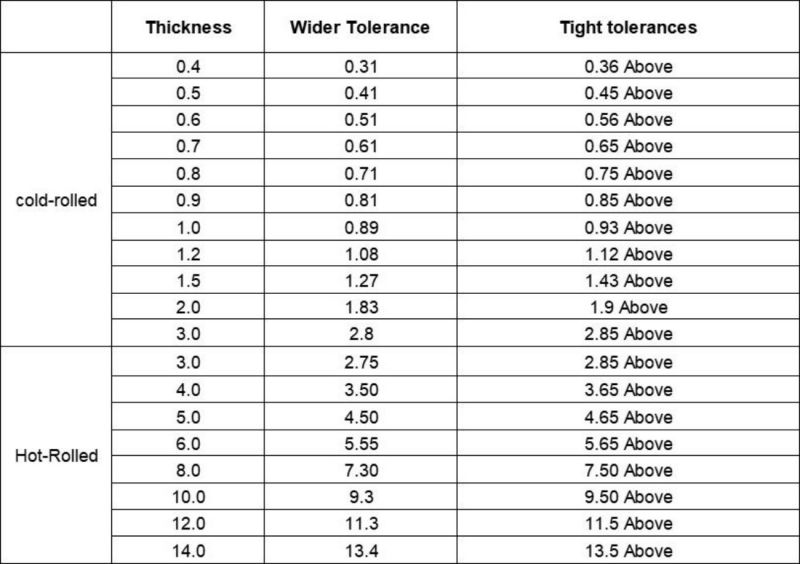
Þykktargreining
1. Vegna þess að stálvélarnar eru hitaðar lítillega í veltingarferlinu, veldur rúllunni smávægilegri aflögun, sem veldur fráviki í þykkt plötunnar og er þykktin yfirleitt þunn á milli tveggja hliða. Þegar þykkt plötunnar er mæld skal hún vera í miðju plötuhaussins samkvæmt reglum.
2. Ástæðan fyrir vikmörkunum byggist á markaðs- og viðskiptavinaeftirspurn, almennt skipt í stór og lítil vikmörk.
V. Framleiðsla, skoðunarkröfur
1. Pípuplata
① samskeyti rörplötunnar fyrir 100% geislaskoðun eða UT, hæft stig: RT: Ⅱ UT: Ⅰ stig;
② Auk þess að nota ryðfrítt stál, er hitameðferð með spennulosun á pípuplötum úr skarðpípum notuð;
③ frávik breiddar gatbrúarinnar á rörplötunni: samkvæmt formúlunni til að reikna út breidd gatbrúarinnar: B = (S - d) - D1
Lágmarksbreidd gatbrúarinnar: B = 1/2 (S - d) + C;
2. Hitameðferð á rörkassa:
Kolefnisstál, lágblönduð stál, sem er soðið með klofinni millivegg í pípukassanum, sem og hliðarop í pípukassanum sem eru meira en 1/3 af innra þvermáli strokkpípukassans, ætti að vinna úr flans- og milliveggjaþéttiflötum eftir hitameðferð við suðu til að draga úr spennu.
3. Þrýstiprófun
Þegar hönnunarþrýstingur skelferlisins er lægri en þrýstingur rörferlisins, til að athuga gæði tenginga varmaskiptarörsins og rörplötunnar
① Þrýstingur í skelinni er aukinn með því að auka prófunarþrýstinginn í pípuáætluninni í samræmi við vökvaprófunina til að athuga hvort leki sé í pípusamskeytum. (Hins vegar er nauðsynlegt að tryggja að aðalspenna í skelinni við vökvaprófunina sé ≤0,9 ReLΦ)
② Þegar ofangreind aðferð hentar ekki er hægt að framkvæma vatnsstöðugleikapróf á skelinni samkvæmt upprunalegum þrýstingi eftir að hún hefur farið í gegnum hana og síðan framkvæma ammoníak- eða halógen-lekapróf á skelinni.
Hvers konar ryðfrítt stál ryðgar ekki auðveldlega?
Það eru þrír meginþættir sem hafa áhrif á ryðmyndun ryðfríu stáli:
1. Innihald álfelgjuefna. Almennt séð ryðgar ekki króm í 10,5% stáli. Því hærra sem króm- og nikkelinnihaldið er, því betri er tæringarþolið. Svo sem nikkelinnihald 304 efnis er 85 ~ 10% og króminnihald 18% ~ 20%, þannig að slíkt ryðfrítt stál ryðgar almennt ekki.
2. Bræðsluferli framleiðandans hefur einnig áhrif á tæringarþol ryðfríu stáli. Bræðslutæknin er góð, búnaðurinn er háþróaður og tæknin er háþróuð. Stórir verksmiðjur fyrir ryðfrítt stál geta stjórnað málmblönduþáttum, fjarlægt óhreinindi og tryggt kælingu á stálböndum, þannig að gæði vörunnar eru stöðug og áreiðanleg, með góðum eiginleikum og ryðgæðin eru ekki auðveld. Þvert á móti, ef búnaður í litlum stálverksmiðjum er afturábak, tæknin er afturábak og óhreinindi í bræðsluferlinu er ekki hægt að fjarlægja og framleiðsluvörurnar ryðga óhjákvæmilega.
3. Ytra umhverfi. Þurrt og loftræst umhverfi ryðgar ekki auðveldlega, en raki, stöðug rigning eða sýru- og basískt loft í umhverfinu ryðgar auðveldlega. Efni úr 304 ryðfríu stáli, ef umhverfið er of lélegt, ryðgar það einnig.
Ryðblettir úr ryðfríu stáli, hvernig á að takast á við það?
1. Efnafræðileg aðferð
Til að hjálpa ryðguðum hlutum að endurvirkja myndun krómoxíðfilmu og endurheimta tæringarþol þeirra, er mjög mikilvægt að skola vandlega með vatni eftir súrsun til að fjarlægja öll mengunarefni og sýruleifar. Eftir að öllu hefur verið pússað og pússað með pússunarbúnaði er hægt að loka með pússvaxi. Fyrir staðbundnar minniháttar ryðbletti er einnig hægt að nota 1:1 bensínblöndu og olíu með hreinum klút til að þurrka burt ryðbletti.
2. Vélrænar aðferðir
Sandblástur, þrif með sandblæstri, hreinsun með gler- eða keramikögnum, afmáun, burstun og fægingu. Vélrænar aðferðir geta hugsanlega þurrkað burt mengun af völdum efnis sem áður hefur verið fjarlægt, fægiefnis eða afmáðs efnis. Alls konar mengun, sérstaklega járnagnir, getur verið uppspretta tæringar, sérstaklega í röku umhverfi. Þess vegna ætti helst að þrífa vélrænt hreinsuð yfirborð formlega á þurrum stað. Notkun vélrænna aðferða hreinsar aðeins yfirborðið og breytir ekki tæringarþol efnisins sjálfs. Þess vegna er mælt með því að fægja yfirborðið aftur með fægiefni og loka því með fægivaxi eftir vélræna þrif.
Algengar tegundir og eiginleikar ryðfríu stáls í mælitækjum
1.304 ryðfrítt stál. Það er eitt af austenískum ryðfríu stáltegundum með mikla notkun og víðtæka notkun, hentugt til framleiðslu á djúpdregnum mótunarhlutum og sýrupíplum, ílátum, burðarhlutum, ýmsum gerðum tækjabúnaðar o.s.frv. Það getur einnig framleitt ósegulmagnaðan búnað og hluta sem þola lágt hitastig.
2.304L ryðfrítt stál. Til að leysa úr Cr23C6 úrkomu sem 304 ryðfrítt stál veldur við sumar aðstæður er alvarleg tilhneiging til millikorna tæringar og þróunar á austenítískum ryðfríu stáli með mjög lágu kolefnisinnihaldi. Viðkvæmni þess gegn millikorna tæringu er verulega betri en 304 ryðfrítt stál. Auk örlítið lægri styrks og annarra eiginleika 321 ryðfríu stáls, sem aðallega er notað fyrir tæringarþolinn búnað og íhluti sem ekki er hægt að suða með lausn, er hægt að nota til framleiðslu á ýmsum gerðum tækjabúnaðar.
3.304H ryðfrítt stál. Innri greinar úr 304 ryðfríu stáli, kolefnishlutfall er 0,04% ~ 0,10%, og afköstin við háan hita eru betri en 304 ryðfrítt stál.
4.316 ryðfrítt stál. Í 10Cr18Ni12 stáli er mólýbden bætt við, þannig að stálið hefur góða mótstöðu gegn afoxunarmiðlum og tæringarþol gegn pyttum. Í sjó og öðrum miðlum er tæringarþolið betra en 304 ryðfrítt stál, aðallega notað fyrir pyttunarþolin efni.
5.316L ryðfrítt stál. Mjög lágkolefnisstál, með góða mótstöðu gegn næmri millikorna tæringu, hentugt til framleiðslu á þykkum þversniði á suðuhlutum og búnaði, svo sem jarðefnafræðilegum búnaði úr tæringarþolnum efnum.
6.316H ryðfrítt stál. Innri greinar 316 ryðfríu stáli, kolefnishlutfall er 0,04% -0,10%, og háhitaþol er betra en 316 ryðfrítt stál.
7.317 ryðfrítt stál. Tæringarþol gegn holum og skriðþol er betra en 316L ryðfrítt stál, notað við framleiðslu á búnaði sem er ónæmur fyrir tæringu í jarðolíu og lífrænum sýrum.
8.321 ryðfrítt stál. Títan-stöðugt austenítískt ryðfrítt stál, sem bætir viðnám gegn millikorna tæringu og hefur góða vélræna eiginleika við háan hita, er hægt að skipta út fyrir austenítískt ryðfrítt stál með mjög lágu kolefnisinnihaldi. Til viðbótar við tæringarþol við háan hita eða vetni og við önnur sérstök tilefni er almennt ekki mælt með þessu.
9.347 ryðfrítt stál. Níóbín-stöðugt austenítískt ryðfrítt stál, níóbín bætt við til að bæta viðnám gegn millikorna tæringu, tæringarþol í sýrum, basa, söltum og öðrum ætandi miðlum með 321 ryðfríu stáli, góð suðuárangur, má nota sem tæringarþolið efni og hitaþolið stál aðallega notað í varmaorku, jarðefnafræðilegum sviðum, svo sem framleiðslu á ílátum, leiðslum, varmaskiptarum, stokkum, iðnaðarofnum í ofnrörum og ofnrörhitamælum og svo framvegis.
10.904L ryðfrítt stál. Ofur-austenítískt ryðfrítt stál, ofur-austenítískt ryðfrítt stál, fundið upp af finnska Otto Kemp, með nikkelhlutfall upp á 24% til 26%, kolefnishlutfall undir 0,02%, framúrskarandi tæringarþol, mjög gott tæringarþol í óoxandi sýrum eins og brennisteins-, ediksýru-, maura- og fosfórsýru, og hefur góða mótstöðu gegn sprungutæringu og spennutæringu. Það hentar fyrir mismunandi styrk brennisteinssýru undir 70°C og hefur góða tæringarþol gegn ediksýru og blönduðum sýrum af maurasýru og ediksýru í hvaða styrk sem er og við hvaða hitastig sem er við venjulegan þrýsting. Upprunalega staðallinn ASMESB-625 flokkar það sem nikkel-byggðar málmblöndur, og nýi staðallinn flokkar það sem ryðfrítt stál. Kína notar aðeins 015Cr19Ni26Mo5Cu2 stál, sem er gróf stáltegund. Nokkrir evrópskir framleiðendur tækja nota 904L ryðfrítt stál sem lykilefni. Til dæmis notar E + H mælirör úr 904L ryðfríu stáli og Rolex úrkassar nota einnig 904L ryðfríu stáli.
11.440C ryðfrítt stál. Martensítískt ryðfrítt stál, herðanlegt ryðfrítt stál, ryðfrítt stál með hæstu hörku, hörku HRC57. Aðallega notað í framleiðslu á stútum, legum, lokum, lokaspólum, lokasætum, ermum, lokastönglum o.s.frv.
12.17-4PH ryðfrítt stál. Martensítískt úrkomuhert ryðfrítt stál, hörku HRC44, með miklum styrk, hörku og tæringarþoli, má ekki nota við hitastig hærra en 300 ℃. Það hefur góða tæringarþol gegn bæði andrúmsloftssýrum og þynntum sýrum eða söltum, og tæringarþol þess er það sama og 304 ryðfrítt stál og 430 ryðfrítt stál, sem er notað við framleiðslu á hafspöllum, túrbínublöðum, spólum, sætum, ermum og stilkum loka.
Í mælitækni, ásamt almennum og kostnaðarlegum þáttum, er hefðbundin röð af austenítískum ryðfríu stáli 304-304L-316-316L-317-321-347-904L, þar sem 317 er sjaldgæfara, 321 er ekki mælt með, 347 er notað við háhitatæringu, 904L er aðeins sjálfgefið efni fyrir suma íhluti einstakra framleiðenda, hönnun mun almennt ekki taka frumkvæðið að því að velja 904L.
Við val á hönnun tækjabúnaðar eru efni í tækjabúnað og pípulagnir yfirleitt mismunandi eftir aðstæðum. Sérstaklega við háan hita verður að huga sérstaklega að vali á efni í tækjabúnaði sem uppfyllir hönnunarhita og þrýsting vinnslubúnaðarins eða leiðslunnar. Svo sem við háhita króm-mólýbden stálleiðslur, ef valið er ryðfrítt stál fyrir tækjabúnað, þá eru miklar líkur á að vandamál komi upp. Ráðfærðu þig við viðeigandi hitastigs- og þrýstimæli fyrir efnið.
Við val á hönnun tækja eru oft fjölbreytt kerfi, seríur og gerðir úr ryðfríu stáli til staðar. Valið ætti að byggjast á tilteknum vinnslumiðlum, hitastigi, þrýstingi, álagi, tæringu og kostnaði og öðrum sjónarmiðum.
Birtingartími: 11. október 2023